Fully automatic horizontal crossbelt sorter - GEBHARDT SpeedSorter®
New concepts must be developed to meet your requirements, especially with regard to increasing capacity needs and throughput rates. In order to use your storage system as effectively as possible, the connection to the high-performance GEBHARDT SpeedSorter®, which is based on the principle of a crossbelt sorter, is recommended.
The concept
Until now, the various process steps had to be linked by several parallel conveyor lines. The GEBHARDT SpeedSorter®, developed according to the crossbelt sorter principle, enables a continuous material flow concept from one source through the combination with different sorting components such as goods receipt, storage, order picking and dispatch. The implementation in your plant brings enormous economic advantages, as both the internal material flow can be optimized and the available space can be used effectively.
Application examples
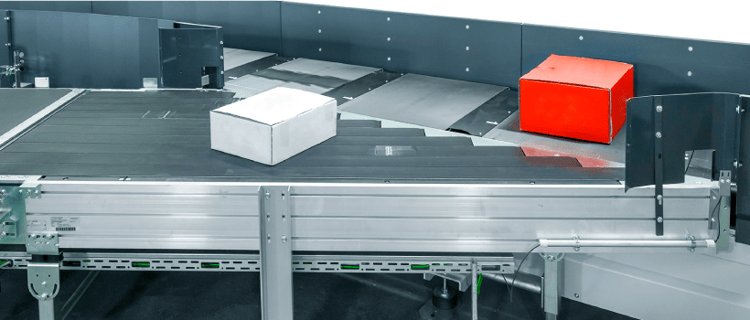
The mechanically driven GEBHARDT SpeedSorter® sorts up to 16,500 conveyed goods per hour at a speed of 2.0 m/s. This sorter allows the sorting of a wide range of products, which reaches from clothing and letters to multimedia products up to packed food. It can transport containers, parcels, polybags (foil-wrapped items) and paperbags of various shapes with dimensions ranging from 100 to 600 millimeters and weights from 100 grams to 35 kilograms. By occupying two carriers (double shells) with one conveyed item, even longer unit loads up to a maximum of 1,200 mm can be sorted.
High-performance sorting systems are particularly interesting for logistics centres in the CEP sector. Due to the booming online trade / e-commerce, the worldwide parcel volume as well as the buying behaviour and the expectations of the customers (e.g. same-day-delivery) have increased strongly in the past years.
Advantages of the GEBHARDT SpeedSorter® at a glance
- Increased availability
- High flexibility and modular design
- Increased profitability
- Precise control and high quality
- Systems competence



